


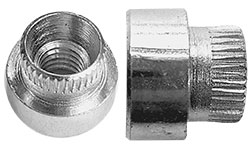


























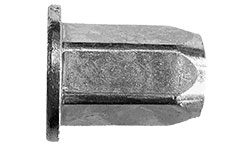
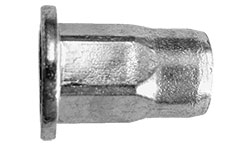

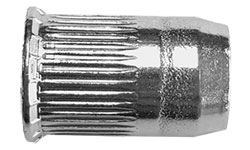
















Flat Head Open Rivnut Steel
The flat head Rivnut is the most common out of the rivnut range, these are designed as a internal thread for blind holes so a bolt or machine screw can be inserted. Once drilled a hole and inserted into the job you will need to use a rivnut tool to crimp and create a bulge behind the material, this will allow the rivnut to grip tight into the job so the bolt can be secured.
Advantages of using a rivnut;
Can be used in blind holes.
Strong.
Saves Tapping and Drilling holes for threads.
| SKU: M3FRO-S-SB | Thread Size: M3 | Rivnut Body Length: 10.0 | Grip: 0.3 - 3.0 |
| Hole Size: 5.0 | Rivnut Body Dia: 4.9 | Head Dia: 8.0 | |
| Head Height: 1.0 | |||
| SKU: M4FRO-S-SB | Thread Size: M4 | Rivnut Body Length: 10.0 | Grip: 0.3 - 3.0 |
| Hole Size: 6.0 | Rivnut Body Dia: 5.9 | Head Dia: 9.0 | |
| Head Height: 1.0 | |||
| SKU: M5FRO-S-SB | Thread Size: M5 | Rivnut Body Length: 12.0 | Grip: 0.3 - 3.0 |
| Hole Size: 6.0 | Rivnut Body Dia: 6.9 | Head Dia: 10.0 | |
| Head Height: 1.0 | |||
| SKU: M6FRO-S-SB | Thread Size: M6 | Rivnut Body Length: 14.5 | Grip: 0.3 - 3.0 |
| Hole Size: 9.0 | Rivnut Body Dia: 8.9 | Head Dia: 12.0 | |
| Head Height: 1.0 | |||
| SKU: M8FRO-S-SB | Thread Size: M8 | Rivnut Body Length: 16.0 | Grip: 0.3 - 3.0 |
| Hole Size: 11.0 | Rivnut Body Dia: 8.9 | Head Dia: 15.0 | |
| Head Height: 1.5 | |||
| SKU: M10FRO-S-SB | Thread Size: M10 | Rivnut Body Length: 19.5 | Grip: 0.3 - 3.0 |
| Hole Size: 12.0 | Rivnut Body Dia: 11.9 | Head Dia: 16.0 | |
| Head Height: 2.0 | |||
The flat head open Rivnut is the most common out of the rivnut range, these are designed as a internal thread for blind holes so a bolt or machine screw can be inserted. Once drilled a hole and inserted into the job you will need to use a rivnut tool to crimp and create a bulge behind the material, this will allow the rivnut to grip tight into the job so the bolt can be secured.
Advantages of using a rivnut;
Can be used in blind holes.
Strong.
Saves Tapping and Drilling holes for threads.